
You’ve made the prototypes, now it’s time to take your new product invention to the next step. When it comes to manufacturing a product, SurfaceID has long standing relationships with manufacturing experts both in Canada and abroad. We work closely with these suppliers to ensure that your project gets delivered on time and on budget. Below are some common manufacturing processes, techniques and tools that you might encounter when manufacturing your new product:
CNC
CNC is short for ‘computer numerically controlled’ and simply means that a cutting tool is being controlled by a computer. There are many cutting tools which CNC can be applied to.
CNC Milling

CNC milling delivers unparalleled levels of fit and finish. These parts are structurally sound, feature beautifully smooth surfaces, and can really deliver when tight tolerances are required. CNC milling is a process which carves parts out of solid blocks of material. First the material is clamped to a work surface. Once secured, the milling machine cuts into the material until the desired part has been achieved. CNC milling is commonly used as a secondary operation to clean up edges, and add details. This is a key step when you want the best out of your surface finish.
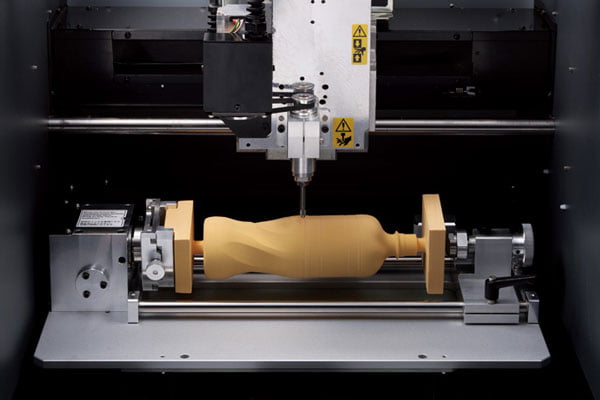
In some cases the platform can rotate the work piece. This allows for the creation of shapes that would be impossible otherwise.
CNC Lathe
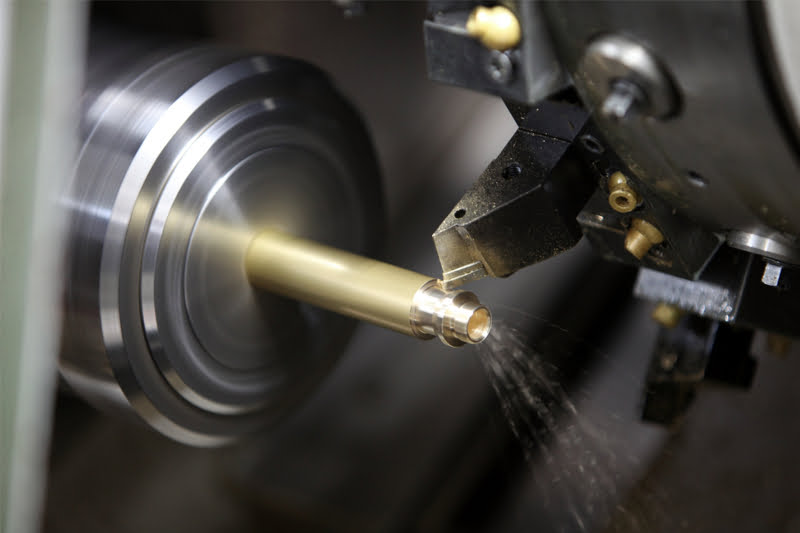
CNC lathes delivers a lot of the same advantages as milling, but are used to create cylindrical objects. On a lathe the part is spinning and the cutting tools are gently pressed against the part, shaving off excess material. Along with giving shape to the product, this allows for the creation of knurling, and threads.
Sheet Metal Forming
Milling parts out of solid blocks isn’t economical for all geometries.

Starting out with flat sheet metal, complex and mechanically solid parts can be made by cutting, stamping, bending, welding, screwing, and riveting the sheet metal into shape. Features like screw bosses, hinges, and snaps can be created out of the sheet metal itself, or by using inserts.
These parts can be made by hand for prototype purposes, but for high volume production, custom made dies and jigs are made to drastically speed up production.
Progressive Die Stamping
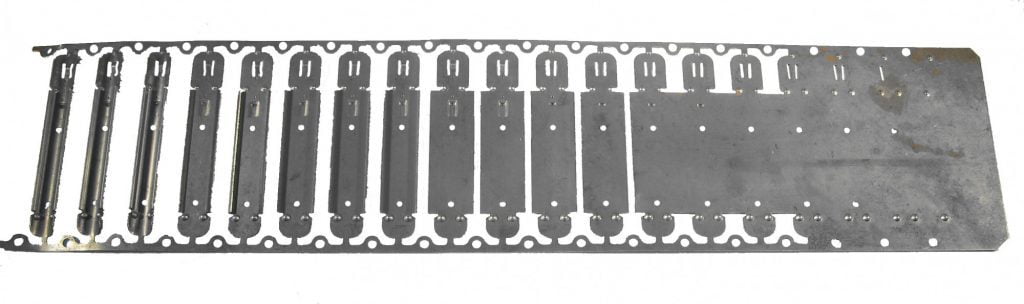
This variant of sheet metal forming is used for high volume production. This is done with a series of jigs which are lined up in a row. The jigs are all activated simultaneously, between activations the sheet metal is fed through to the next jig. This produces a continuous stream of sheet metal parts. It also distributes the stress applied to the metal over multiple operations, allowing for deeper features. Additionally, certain features can only be formed once another feature has already been completed. Finally it is used when multiple types of operations are required, such as stamping, and punching holes.
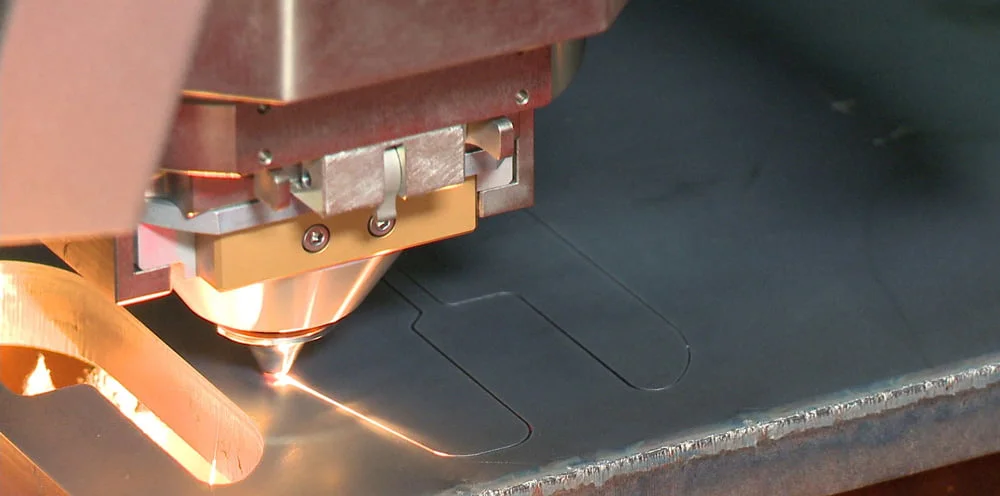
Laser Cutter
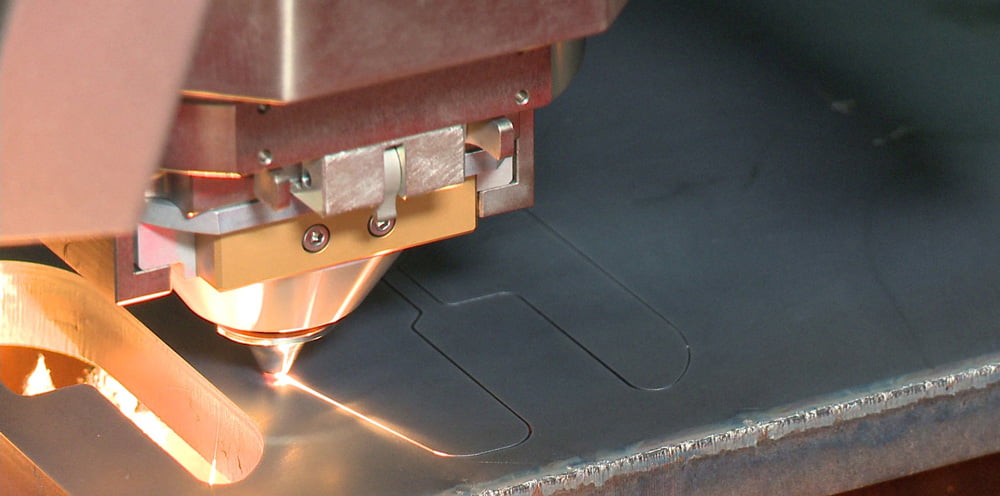
These machines use a high powered laser to cut through plastic, wood and even metal. The laser makes incredibly precise cuts. Laser engraving is often used to add lettering and other graphics to products. No tooling is required.
Water Jet Cutter

Similar to Laser Cutters, but with a high pressure water jet. This is commonly used to cut sheets of metal, and unlike lasers it does not burn the edges of the material it is cutting.
Injection molding
Injection molding is the most common and most flexible manufacturing technique for creating plastic parts. It requires expensive tooling. However, once the tooling is made, parts form in seconds, and the price of producing in large quantities is greatly reduced. Molds are clamped together under extreme pressure. The cavity is then filled with liquid plastic at high temperature. The part cools, and the mold opens. Ejector pins push out the molded part. Parts made with injection molding can be hard, soft, opaque, clear and everything in between. So long as consistent wall thicknesses and draft angles are maintained, nearly any shape is possible.

Over-molding
Over-molding is a technique in which an initial part is inserted into an injection mold cavity, the remaining space of that cavity is then filled with plastic. Typically the initial part will be a hard plastic, and it will be over-molded with a soft rubbery plastic. This is used to create rubberized grips on power tools, and toothbrushes.
Die Casting

Die casting creates highly detailed metal parts in geometries that sheet metal forming could never achieve. This process is very similar to injection molding, but with non-ferrous metals. CNC milling is often used as a secondary operation on die casted parts to add functional details that wouldn’t be possible otherwise.
Extrusion

Certain plastics and metals such as PVC and aluminum are well suited to extrusion. In this manufacturing process, liquid material is pushed through a die creating long pieces with the profile defined by the die. These long pieces are then cut into sections.

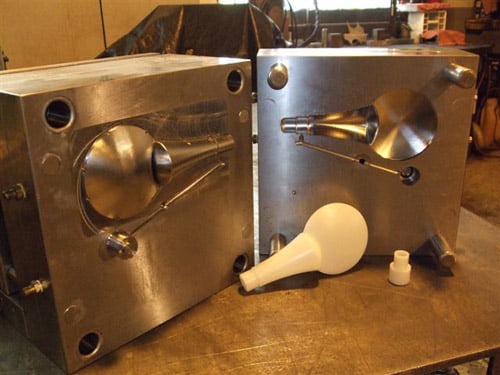
Blow molding

Blow molding is essential for creating plastic bottles, and other hollow plastic parts.
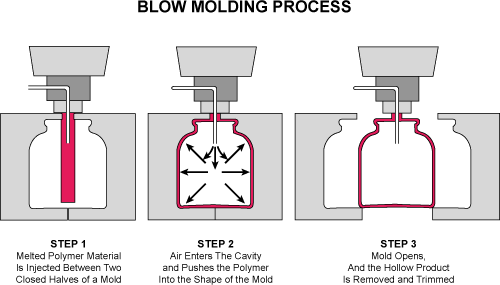
To create plastic bottles a 2 part mold is made of the exterior shape of the bottle. A test tube shaped piece of plastic is inserted at the neck of the bottle. This test tube shaped blank, which is often thread to accept a cap, is then heated so that it is soft. It’s then pumped with air, like a balloon, which pushes the plastic up against the walls of the mold. This is called injection blow molding and you can tell when a bottle was manufactured this way if there is a small dimple on the underside of the bottle.
If instead of a dimple there is a line that runs across the bottom, the bottle was extrusion blow molded. This works in much the same way, however instead of an injection molded blank, the blank is created by an extruded tube which runs between the 2 mold halves, the mold then closes, pinching the extrusion at the top and bottom. Excess material is then remove via CNC.
Thermo-forming

As the name suggests, thermo-forming is when the plastic is heated, allowing it to be formed into the desired shape which it will keep once cooled.
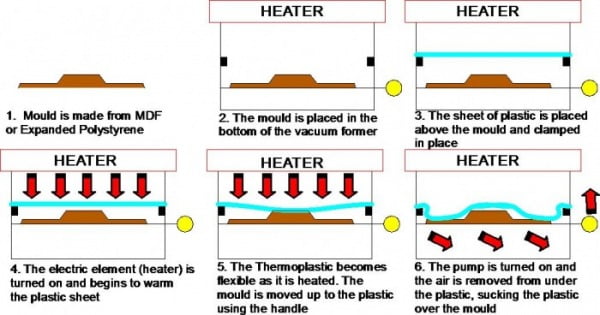
Vacuum forming is when a sheet of plastic is heated and lowered onto a mold, the air between the plastic and the mold is removed with a vacuum. This pulls the plastic tightly against the mold. Once cooled, the part retains it’s shape. The excess material is then trimmed. This is a common technique used for making food packaging such as cookie trays.
Roto-molding

When you need to make a large hollow plastic part, at low to medium volume, Roto-molding is the way to go. Powered plastic is poured into a large mold. The mold is then closed, and lifted into the air, where it is rotated. The mold is heated causing the plastic to melt, and as it rotates the melted plastic coats all of the molds inner walls. Once all the surfaces are covered in melted plastic, the heat is switched off and the mold continues to rotate as it cools, once the plastic solidifies the molds are opened and out come the large hollow plastic parts.

Have a prototype or idea that’s ready to be taken to the next level? Give us a call and let our manufacturing expertise guide you along the way.