

In our previous post, we discussed the exclusive benefits of 3D printing and CNC machining. Another very important manufacturing method is sand casting. As the name suggests, a mold made of sand is used to cast metal into robust metal pieces. The sand is mixed with clay, and is cheap and reusable. Sand casting it very adaptable as the grains are small enough to obtain an even surface on all of your casted parts. To illustrate the process, we will use the ODU Frequency Converter for reference. The frequency convertor is an electronic outdoor unit which converts and relays data into radio waves. It is protected against weather and interferences by two heavy clampable shells. These clamshells were produced through sand casting.

The sand casting process is simple. You build a sand mold from the negative space created by two patterns and fill it with molten metal. Here’s an infographic showing the upper shell of the convertor:
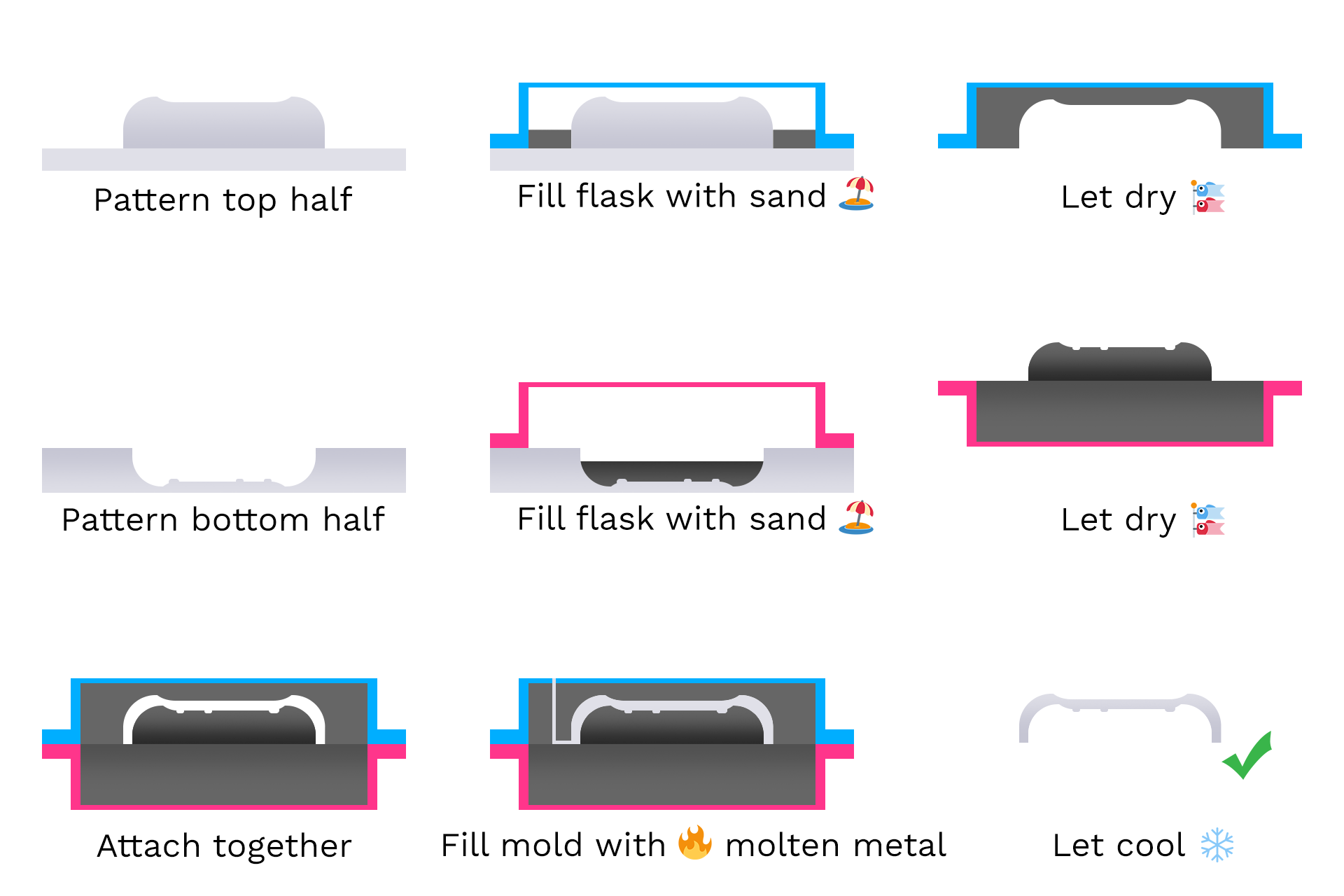
Part Pattern
The image below shows our four patterns. These top and bottom molds are produced by CNC, then filled with sand. Notice how a gating system has been incorporated as part of the patterns. This will form a natural reservoir and tunnel into the sand which will help to pour our molten metal into the mold.

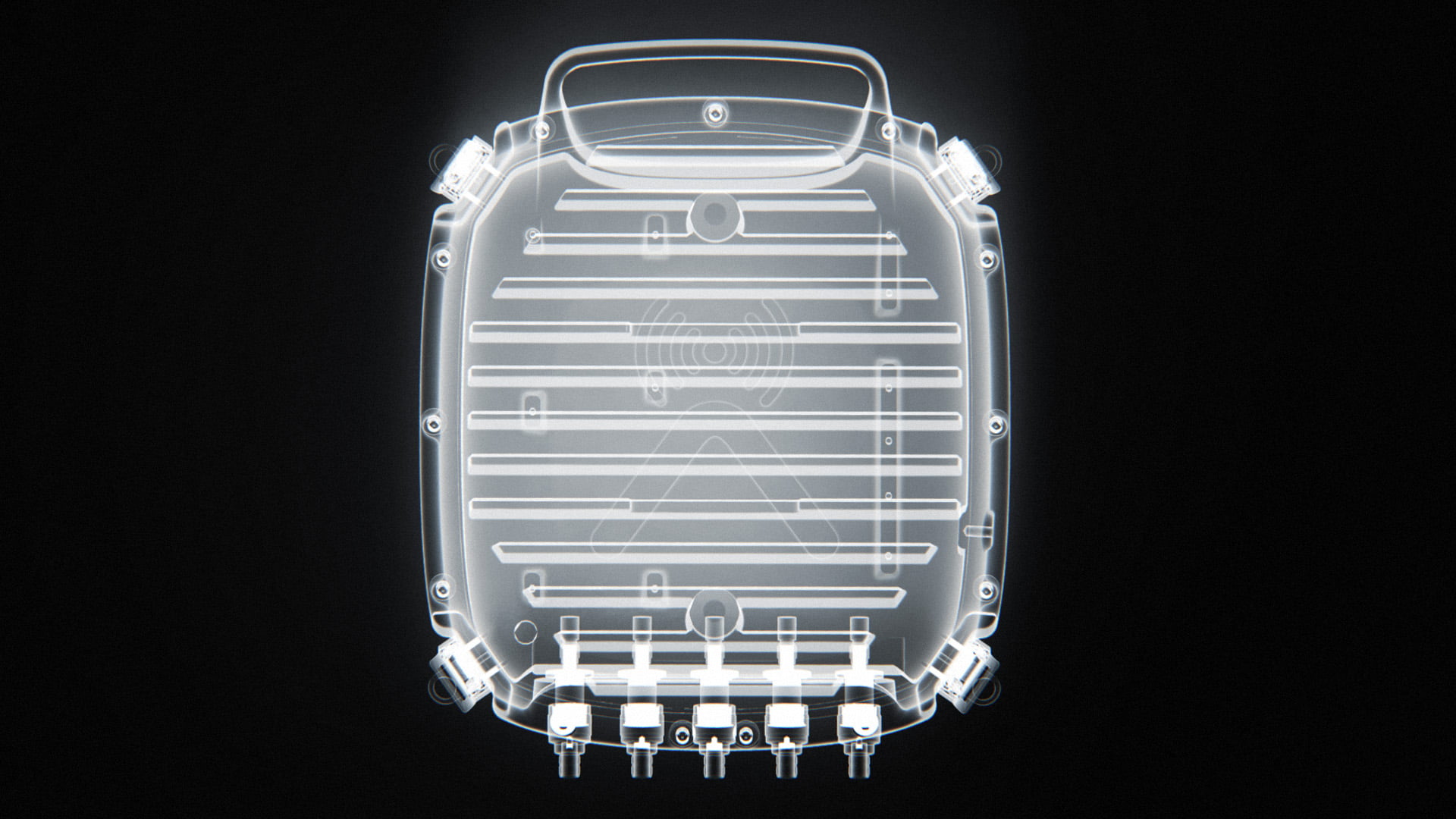
The X-ray of the frequency convertor is interesting because each one of those patterns is in view:
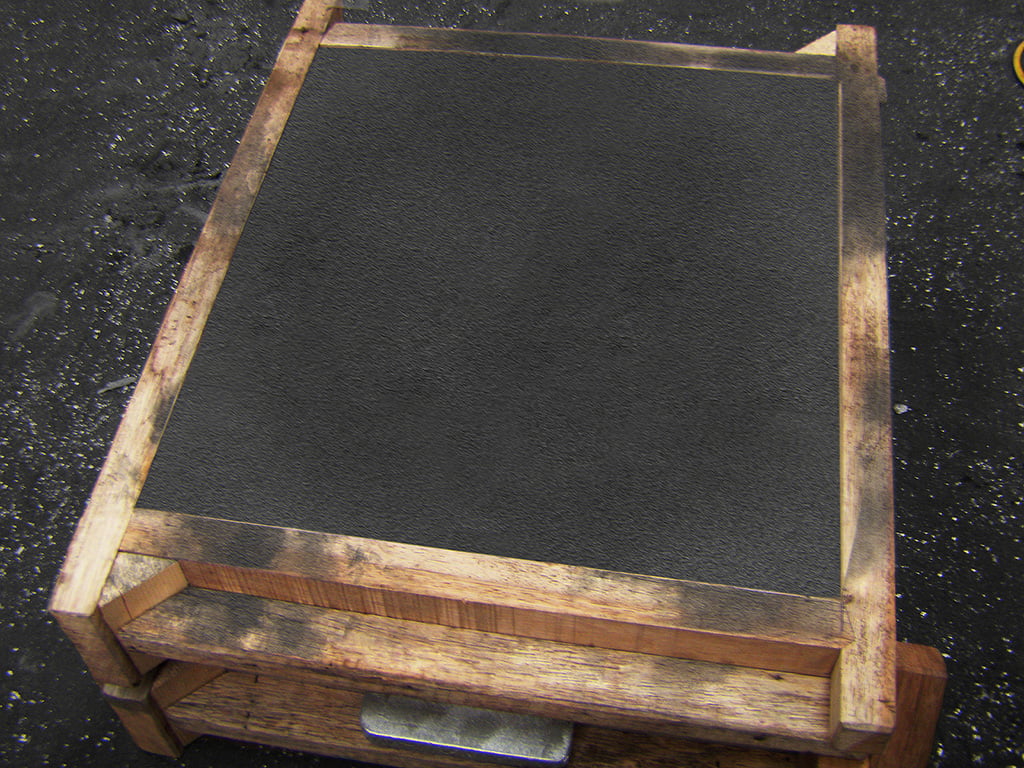
Fill with Sand
Next, we fill the flasks with sand. At this stage of the process, the mix is soft and easily covers our pattern. We compact the sand down, then let it dry.
We then assemble our two-parts casting flask, and pour metal through the gating system.
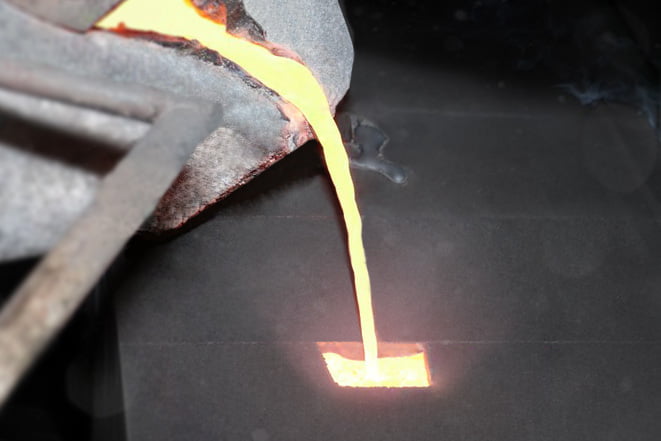
Pour Molten Metal
Pouring molten metal into a box of malleable sand isn’t immune to failure, and some of the casts had to be put into the foundry cemetery. Rough spots usually appear because of mold erosion; this is when worn out sand drop into the metal and decrease its strength. Metal penetration into the sand also happens when it is too coarse.

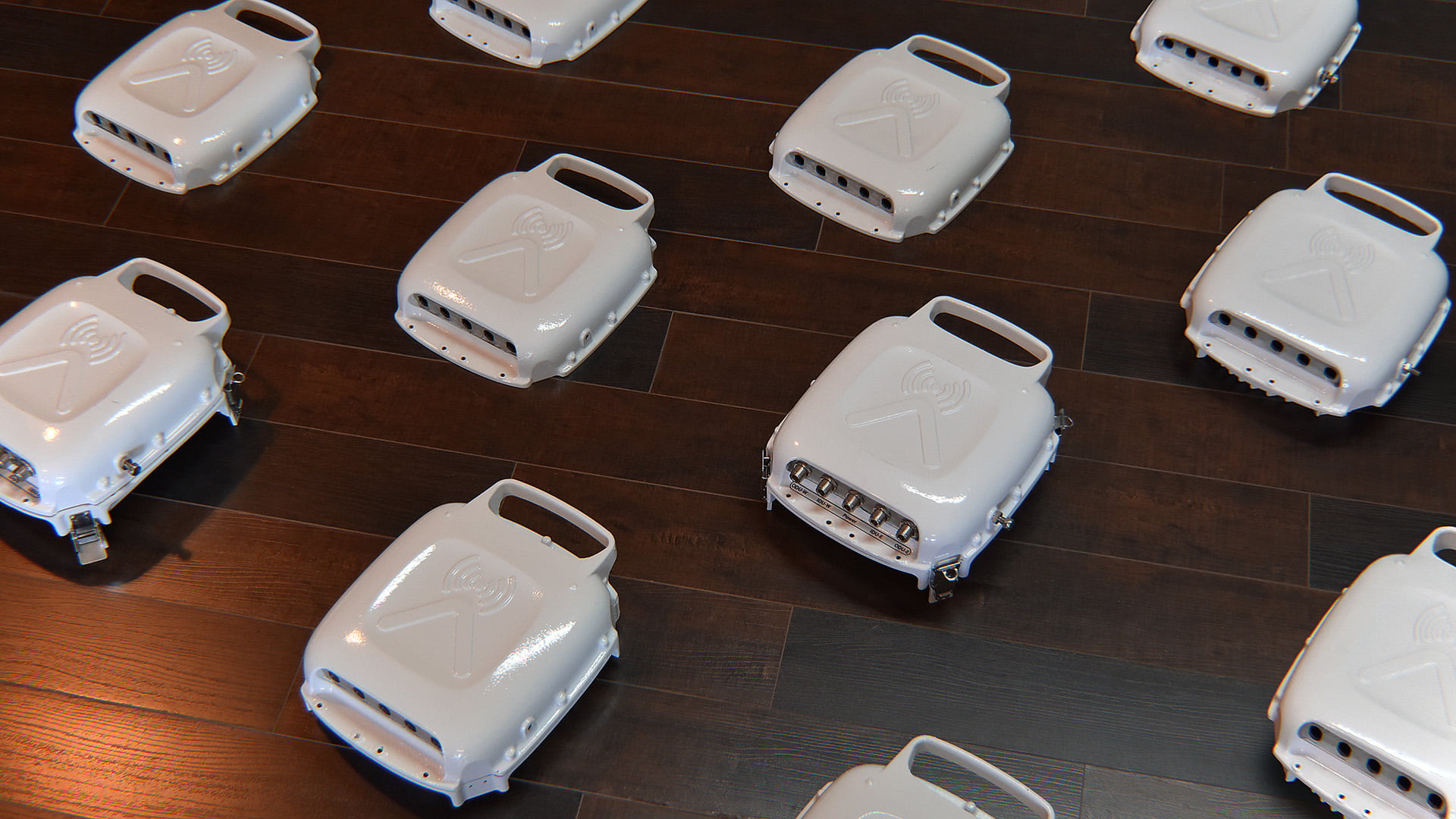
Here is what a successful sand casted part looks like. The sand casting is done, but the shells will require a bit more work.


CNC machining is once again necessary for threading and other features that require utmost precision. Processes such as creating a gap for the waterproof seal. Here, you can see the contrast of textures between the sand casted metal and the one that has been milled:

Finally, we apply a coat of paint, and begin assembly. The shell is now usable!
Conclusion
In conclusion, sand casting is a versatile, cheap and environmentally sustainable process. Pretty much everything involved in its operations can be reused. The surface finish won’t be as perfectly smooth as when using complex and expensive tooling like CNC or die casting. However, if you need heavy-duty parts coming from a low initial investment, sand casting might be your best candidate.